|
||||||||||


Обмен ссылками
![]() Технологии • Матрицы
Технологии • Матрицы
![]() Новые и зеленые матрицы
Новые и зеленые матрицы
![]() Почему новые и зеленые матрицы - иногда проблема?
Почему новые и зеленые матрицы - иногда проблема?
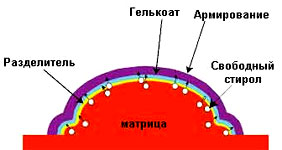
![]() Известный и принятый факт, что смолы из которых обычно
строят стеклопластиковые матрицы, не образуют полной сшивки. Это менее чем 100%-ое отверждение означает, что
в гелькоатном слое матрицы и в слоях ламината всегда присутствует некоторый нереагировавший стирол.
Этот нереагировавший стирол может привести к неприятностям при формовке. Тепло, выделяющееся при формовании
первых деталей, может выгнать этот нереагировавший стирол из матрицы. Эти пары стирола могут ухудшить
или уничтожить разделительное покрытие. Серьезность миграции стирола из новой и зеленой матрицы зависит
от количества нереагировавшего стирола, оставшегося в ламинате матрицы и количество тепла, выделяющегося
при отверждении изделия.
Известный и принятый факт, что смолы из которых обычно
строят стеклопластиковые матрицы, не образуют полной сшивки. Это менее чем 100%-ое отверждение означает, что
в гелькоатном слое матрицы и в слоях ламината всегда присутствует некоторый нереагировавший стирол.
Этот нереагировавший стирол может привести к неприятностям при формовке. Тепло, выделяющееся при формовании
первых деталей, может выгнать этот нереагировавший стирол из матрицы. Эти пары стирола могут ухудшить
или уничтожить разделительное покрытие. Серьезность миграции стирола из новой и зеленой матрицы зависит
от количества нереагировавшего стирола, оставшегося в ламинате матрицы и количество тепла, выделяющегося
при отверждении изделия.
![]() Всегда важно следовать за процедурами ввода в эксплуатацию –
«обкатки» новых и зеленых матриц, как предписано вашим поставщиком матриц. Если Вы строили ваши собственные
матрицы, и Вы используете жидкий полимерный разделитель или пастообразный воск (MouldWiz, или PasteWiz)
мы рекомендуем использование ПВА в течение начального периода «обкатки». ПВА действует как барьер.
Он препятствует миграции стирола и реакции с нанесенным гелькоатом и сшивки детали с матрицей. Поскольку
тепло выделяется при формовании каждого изделия с ПВА, матрица постепенно почти полностью отверждается.
Всегда важно следовать за процедурами ввода в эксплуатацию –
«обкатки» новых и зеленых матриц, как предписано вашим поставщиком матриц. Если Вы строили ваши собственные
матрицы, и Вы используете жидкий полимерный разделитель или пастообразный воск (MouldWiz, или PasteWiz)
мы рекомендуем использование ПВА в течение начального периода «обкатки». ПВА действует как барьер.
Он препятствует миграции стирола и реакции с нанесенным гелькоатом и сшивки детали с матрицей. Поскольку
тепло выделяется при формовании каждого изделия с ПВА, матрица постепенно почти полностью отверждается.
![]() Должным образом нанесенные и отвержденные,
полупостоянные разделители могут обеспечить хороший барьер между матрицей и изделием. По этой причине,
изготовители, использующие полупостоянные разделители, часто хотят обойтись без ПВА. Обычно, для новых
матриц они компенсируют это добавляя дополнительное покрытие грунтом и 2 или более дополнительных слоев
разделителя. Если Вы намереваетесь использовать полупостоянный разделитель XTEND на новой матрице,
мы рекомендуем минимум 3 слоев грунта S-19A с минимальным отверждением 30 минут между слоями. Это
должно сопровождаться 6 слоями разделителя, с выдержкой 20-30 минут между каждым слоем. После того,
как было нанесено заключительное покрытие разделителя, матрицу нужно оставить отверждаться минимум
на 3 часа, или предпочтительно накануне вечером перед формованием.
Должным образом нанесенные и отвержденные,
полупостоянные разделители могут обеспечить хороший барьер между матрицей и изделием. По этой причине,
изготовители, использующие полупостоянные разделители, часто хотят обойтись без ПВА. Обычно, для новых
матриц они компенсируют это добавляя дополнительное покрытие грунтом и 2 или более дополнительных слоев
разделителя. Если Вы намереваетесь использовать полупостоянный разделитель XTEND на новой матрице,
мы рекомендуем минимум 3 слоев грунта S-19A с минимальным отверждением 30 минут между слоями. Это
должно сопровождаться 6 слоями разделителя, с выдержкой 20-30 минут между каждым слоем. После того,
как было нанесено заключительное покрытие разделителя, матрицу нужно оставить отверждаться минимум
на 3 часа, или предпочтительно накануне вечером перед формованием.
![]() Немногим производителям нравиться использовать ПВА.
Однако, ПВА - недорогое страхование от риска повреждения или разрушения совершенно новой матрицы. ПВА не
растворим в стироле (поэтому он и защищает матрицу так хорошо), но легко растворим в воде. Подготовите ваши
матрицы с системой разделителя, которую Вы в конечном счете намереваетесь использовать, в соответствие с
рекомендациями для этого материала. При снятии с формы первых изделий, часть из ПВА будет оставаться на матрице.
Вытрите ПВА с влажной тканью и полностью просушите. Нанесите еще слой разделителя и затем ПВА, и тогда формуйте снова. Продолжите эту процедуру нанесения разделителя плюс ПВА, пока весь ПВА останется на формуемом изделии. Тогда, нанесите два хороших слоя жидкого разделителя, и продолжайте без ПВА. Если Вы решили использовать ПВА как дополнительный барьер защиты после полупостоянного грунта и разделителя Вы можете обнаружить, что ПВА плохо смачивает разделитель, так как полупостоянные разделители являются вообще более скользкими, чем воск или полимерные разделители. Ваш поставщик ПВА может предложить некоторые руководящие принципы для этого действия. Rexco, главный изготовитель ПВА, предлагает формулировки с различными характеристиками текучести. Они предлагают, что когда ПВА наноситься на скользкую поверхность, он должен сначала распыляться в виде тумана и затем постепенно и равномерно распыляться, пока не достигнута желательная толщина
Немногим производителям нравиться использовать ПВА.
Однако, ПВА - недорогое страхование от риска повреждения или разрушения совершенно новой матрицы. ПВА не
растворим в стироле (поэтому он и защищает матрицу так хорошо), но легко растворим в воде. Подготовите ваши
матрицы с системой разделителя, которую Вы в конечном счете намереваетесь использовать, в соответствие с
рекомендациями для этого материала. При снятии с формы первых изделий, часть из ПВА будет оставаться на матрице.
Вытрите ПВА с влажной тканью и полностью просушите. Нанесите еще слой разделителя и затем ПВА, и тогда формуйте снова. Продолжите эту процедуру нанесения разделителя плюс ПВА, пока весь ПВА останется на формуемом изделии. Тогда, нанесите два хороших слоя жидкого разделителя, и продолжайте без ПВА. Если Вы решили использовать ПВА как дополнительный барьер защиты после полупостоянного грунта и разделителя Вы можете обнаружить, что ПВА плохо смачивает разделитель, так как полупостоянные разделители являются вообще более скользкими, чем воск или полимерные разделители. Ваш поставщик ПВА может предложить некоторые руководящие принципы для этого действия. Rexco, главный изготовитель ПВА, предлагает формулировки с различными характеристиками текучести. Они предлагают, что когда ПВА наноситься на скользкую поверхность, он должен сначала распыляться в виде тумана и затем постепенно и равномерно распыляться, пока не достигнута желательная толщина
![]() Число циклов, для которых Вы должны применить
ПВА меняется от матрицы к матрице. Обычно 2-4 применения достаточны прежде, чем ПВА удаляется полностью
с отформованной деталью. Однако, ПВА может удалиться с первым съемом на должным образом построенной
матрице, где правильно нанесены грунт и разделитель матрицы. Если есть место, в котором ПВА не отстает
от матрицы, то Вы наиболее вероятно имеете мягкое пятно. Места в матрице, которые не достигли
надлежащей твердости, мешают легкому и гладкому съему с матрицы. Эти пятна могут произойти из-за
недостатка катализатора и, поэтому, содержать нереагировавший стирол. Выделения стирола часто
заметно на матрицах как тусклые, бесцветные или белые пятна с грубой структурой. Скопление стирола
может прогрессировать и за такими местами нужно следить более часто. Отказ за контролем скоплений
выделения стирола обычно ставит под угрозу работу разделителя и производство хороших и однородных
формованных частей.
Число циклов, для которых Вы должны применить
ПВА меняется от матрицы к матрице. Обычно 2-4 применения достаточны прежде, чем ПВА удаляется полностью
с отформованной деталью. Однако, ПВА может удалиться с первым съемом на должным образом построенной
матрице, где правильно нанесены грунт и разделитель матрицы. Если есть место, в котором ПВА не отстает
от матрицы, то Вы наиболее вероятно имеете мягкое пятно. Места в матрице, которые не достигли
надлежащей твердости, мешают легкому и гладкому съему с матрицы. Эти пятна могут произойти из-за
недостатка катализатора и, поэтому, содержать нереагировавший стирол. Выделения стирола часто
заметно на матрицах как тусклые, бесцветные или белые пятна с грубой структурой. Скопление стирола
может прогрессировать и за такими местами нужно следить более часто. Отказ за контролем скоплений
выделения стирола обычно ставит под угрозу работу разделителя и производство хороших и однородных
формованных частей.
![]() Нет никакого способа измерить количество
нереагировавшего материала в новой и зеленой матрице. Вы можете успешно ввести в эксплуатацию
без проблем несколько подряд новых матриц, не используя ПВА. Тогда, без предупреждения, попадется
матрица с большим количеством нереагировавшего стирола и у Вас прихватит деталь на новой матрице.
Когда это случается вина неизменно падает на разделительный агент. В действительности, разделительный
агент не был причиной. Скорее, это была миграция нереагировавшего стирола, который действовал как
растворитель, ухудшив, разложив или проникнув через разделительный агент на поверхности матрицы.
Нет никакого способа измерить количество
нереагировавшего материала в новой и зеленой матрице. Вы можете успешно ввести в эксплуатацию
без проблем несколько подряд новых матриц, не используя ПВА. Тогда, без предупреждения, попадется
матрица с большим количеством нереагировавшего стирола и у Вас прихватит деталь на новой матрице.
Когда это случается вина неизменно падает на разделительный агент. В действительности, разделительный
агент не был причиной. Скорее, это была миграция нереагировавшего стирола, который действовал как
растворитель, ухудшив, разложив или проникнув через разделительный агент на поверхности матрицы.
![]() Чтобы уменьшать сферу действия проблем при формовании,
помните, что некоторые факторы относятся и к работающим и к новым матрицам.
Особое внимание всегда должно уделяться:
Чтобы уменьшать сферу действия проблем при формовании,
помните, что некоторые факторы относятся и к работающим и к новым матрицам.
Особое внимание всегда должно уделяться:
- Надлежащее время гелеобразования,
- Поддержание оптимальной и равномерной толщины гелькоата,
- Планирование нанесения армирования,
- Совместимость катализатора и гелькоата,
- Своевременное обслуживание и настройка распыляющего оборудования,
- Не наносить гелькоат, смолу, разделитель или любые другие материалы на холодные матрицы.
![]() ООО "Композит" - материалы и технологии для вашего бизнеса.
ООО "Композит" - материалы и технологии для вашего бизнеса.
|
|
|